



VOL. 16, ISSUE NO. 6 | September 2023
Tech Frontiers
Digitalisation of Foundry Industry
TREND IN ENGINEERING TRADE BALANCE
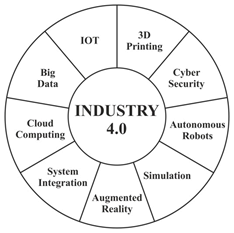
FOUNDRY processes are very energy-intensive and, in many cases, cause considerable environmental concern.1 Therefore, smart manufacturing principles that can reduce waste and increase efficiency can be extremely beneficial. The term Industry 4.0 is often known as Foundry 4.0, or Logistics 4.0.2 Foundry 4.0 refers to the inclusion of stated Industry 4.0 principles into the foundry industry. This needs a centralised control system where customer orders are placed via a system by using integrated Material Requirements Planning/Enterprise Resource Planning (MRP/ERP) software. This controls the factory through its supply chain and production needs autonomously. A lot of technological advancements need to be made to fulfil them. Most of these advancements are grouped into nine pillars of Industry 4.03 as shown in Figure1. Industry 4.0 describes a state of industry characterised by thorough digitisation of economic and production flows. It requires horizontal integration at every step of the production process, in interaction with machines. In the globally interconnected world of Industry 4.0, machines also interact with one another.
In aluminium foundries, digital tools help to reduce part-load energy consumption for melting and ensure dosing and holding furnaces are always fed with exactly the right amount of liquid metal at the right time. For die casting machines, one can digitally track predefined time, maintenance actions, and monitor sensor values. Most of the high pressure die casting foundries are highly automatised. Everything, from metal pouring, over die spraying, to part ejection is usually performed by robots. Collecting, tracking, and analysing shot-blast process data helps operators to spot emerging problems and tackle cost drivers like abrasive consumption, energy use, and excessive maintenance. On the other hand, sand foundries are often far less automatised, although there are sand foundries that employ automated guided vehicles and a wide array of robots. In the green-sand process, Industry 4.0 tools can be applied at every stage, from mixing sand to shake out and quality control.
NINE PILLARS OF INDUSTRY 4.0
Industry 4.0 is built on nine technology pillars. These advancements bridge the digital and physical worlds and make autonomous and smart systems possible. Supply chains and businesses are already using some of these innovative technologies, but the full completion of Industry 4.0 comes to the front when used together.
NINE PILLARS OF INDUSTRY 4.0
Industrial Internet of Things (IIoT)
The IIoT refers to the networking and connectivity of all devices within one organisation. Each machine and each product are equipped with a wide array of sensors giving a complete insight into every detail of the production process. Radio-frequency identification (RFID) uses electromagnetic fields to automatically identify and track tags attached to objects. An RFID system consists of a tiny radio transponder (wireless communications), a radio receiver, and transmitter. When triggered by an electromagnetic interrogation pulse from a nearby RFID reader device, the tag transmits digital data, usually an identifying inventory number, back to the reader. This number can be used to track inventory goods. Individual machines and smart products can communicate and exchange data over one single network.4
The Industrial Internet of Things is so central to Industry 4.0 that the two terms are used interchangeably. Most of the physical things in Industry 4.0 – devices, machinery, robots, products, equipment, – use sensors to provide real-time data (real-time data is data that is available as soon as it is created and acquired. Rather than being stored, data is forwarded to users as soon as it is collected and is immediately available – ‘without any lag’ (which is crucial for supporting live, inthe-moment decision-making) about their performance, condition, or location. This technology lets organisations run smoother supply chains, rapidly modify and design products, stay on top of consumer preferences, prevent equipment downtime, track products and inventory, and much more. Foundry 4.0 concept relies heavily on system integration and utilisation of big data to promote data-driven decisions. Therefore, promoting IIoT and acquiring ‘smart’ machines equipped with an adequate number of sensors and actuators is the first step toward the realisation of Foundry 4.0.5
Big data and data analytics
Analytics based on large data sets has come out recently in the world of manufacturing, where it optimises quality of production, improves equipment service, and saves energy. Big data analytics in Industry 4.0 is in the context that the comprehensive evaluation and collection of data from many different sources – production equipment and systems and organisation. Huge data collected from IIoT needs to be methodically arranged and analysed. Now things have started to change, and several foundries have implemented machine learning algorithms. For example, predictive models were successfully implemented in a high pressure die casting foundry for the prediction of cold shut and porosity defects.6
Autonomous robots and cyberphysical systems
Manufacturers in many industries have used robots to tackle complex assignments, but now they are progressing towards greater utility. They are becoming more flexible, autonomous, and cooperative. Hence, they will interact and work safely with humans and learn from them. These robots and analytics chatbot will be economical and have a more excellent range of capabilities than those used in manufacturing today. A cyber-physical system (CPS) is an integration of computation with physical processes whose behaviour is defined by both cyber and physical parts of the system (Figure2). Embedded computers and networks monitor control the physical processes, usually with feedback loops where physical processes affect computations and vice versa.7
These systems should not be confused with industrial robots that are currently extensively used in foundries, e.g. fettling robots. Most current fettling robots follow pre-programmed paths with additional elastic tool suspensions (passive systems), or sensors (adaptive control) in order to compensate for variations in casting dimensions and positioning tolerances. True CPS autonomous robots of the future-
Figure2: Cyber physical system
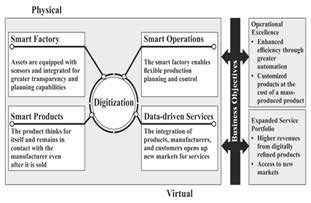
would be able to adapt to specific casting, as much as a human. For example, by image recognition or 3D scanning, the system will be able to detect positions where flash is present and perform operations only on those areas, thus reducing the time necessary for fettling operation. In a more distant future, one can imagine a system that will be able to compare geometries of a scanned casting and ideal 3D model (with tolerances), automatically select the right tool and machining parameters, and then perform all required machining operations autonomously.
Horizontal and vertical integration of cyber-physical systems is very dependent on connectivity and the internet. The risk of hacking and data breaches in such systems is real and constantly growing. The existing cyber security systems need to be upgraded and present one of key enablers for the implementation of Foundry 4.0 concepts. A closer look at a digital journey shows that foundries typically start by applying Industry 4.0 tools to individual machines or processes, and then build out their infrastructure in stages to eventually support their entire operation. Machine sensors, foundry networking, and edge devices are the foundation stones.
Horizontal and vertical system integration
Horizontal integration predicts constant communication between individual subsystems within the production process in order to respond autonomously to changing production conditions. Every system at the same level, e.g. production level, is connected with all other systems. The process is, as much as possible, planned and adjusted by the machines themselves and decision-making is decentralised. This integration is to be achieved within a single enterprise, e.g. between pouring, moulding, and finishing systems, but also across the entire supply chain. For example, as soon as a production order is placed, or current supplies fall under a predetermined level, the system in command of the melting process should be able to directly connect with the dispatching system of a supplier and order additional alloying elements or fluxing agents. All this should be done automatically and without any human intervention. This goal requires the development of new standardised industrial internet protocols and data formats. Current systems from different suppliers are often too heterogeneous. This increases the time and cost of system integration.
Industry 4.0 allows companies, departments, functions, and capabilities to become much more cohesive. Cross-company, universal data integration evolves and enables truly automated value chains. Vertical integration is a strategy that allows a company to streamline its operations by taking direct ownership of various stages of its production process rather than relying on external sources. Vertical integration aims to connect all layers within a single organisation from the production floor, through the research and development department, quality control, sales, and marketing up to the executive level. Information is transparently shared in order to follow several parameters simultaneously and finds the best compromise between them based on first principles. However, this approach is just a small step toward full implementation of simulations as envisioned by the Foundry 4.0 goals.
In addition to process simulation, the concept of Foundry 4.0 implies extensive use of plant simulations. By creating digital twins (a digital twin is a virtual representation of an object or system that spans its lifecycle, is updated from real-time data, and uses simulation, machine learning, and reasoning to help decision-making) of the physical systems and processes one can shorten interruptions and prevent potential scheduling problems. All changes in machine parameters and production planning are first tested in a virtual environment, and only after successful optimisation are transferred to the actual physical system. Currently, such systems do exist.
Simulation
Foundry 4.0 is important because it allows die casters to execute the die casting process in a smarter way. It involves the use of software programs that can monitor the die cast process and provide data about each step in the process. This software then can analyse the data and make decisions to resolve any thing it determines is an error in the process. Thus, the use of automation reduces those problematic defects. The outcome is a more efficient process.
Numerical simulations of foundry processes are in development since the 1950s and are extensively used in the industry for more than 30 years. Commercially available software packages can predict filling and solidification patterns, residual stresses, distortions, microstructure, and mechanical properties with or without heat treatment. This enables detection of possible casting defects before the first casting is poured and optimisation of casting technique with respect to process robustness. Simulations are typically performed and analysed by highly trained and experienced engineers. The alternative is to go for Foundry 4.0 and invest in modules for autonomous optimisation.8
By utilising this route, foundry engineers do not need to spend significant time manually running numerous simulations to find optimal process parameters. The software currently used in most of the IT systems is not fully integrated. Organisations, customers, and suppliers are rarely closely linked. Functions in the organisation are not fully integrated. From plants to products to automation lack complete integration. But with Industry 4.0, organisations, functions, departments, and capabilities will become much more firm, as cross-organisation, universal data-integration networks evolve and enable truly automated value chains.
Horizontal integration predicts constant communication between individual subsystems within the production process in order to respond autonomously to changing production conditions. Every system at the same level, e.g. production level, is connected with all other systems. The process is, as much as possible, planned and adjusted by the machines themselves and decision-making is decentralised. This integration is to be achieved within a single enterprise, e.g. between pouring, moulding, and finishing systems, but also across the entire supply chain. For example, as soon as a production order is placed, or current supplies fall under a predetermined level, the system in command of the melting process should be able to directly connect with the dispatching system of a supplier and order additional alloying elements, grain refiners, and fluxing material. All this should be done automatically and without any human intervention. This goal requires the development of new standardised industrial internet protocols and data formats. Current systems from different suppliers are often very heterogeneous. This increases the time and cost of system integration.7.
Virtual and augmented reality
These technologies can enable easier interactions between humans and cyber-physical systems. For example, with augmented reality eyeglasses, a worker can be guided by the system to find and mount appropriate patterns or perform specific fine-tuning as detected by embedded sensors. Or virtual reality can be utilised to perform a detailed analysis of the foundry’s digital twin from another physical location, e.g. from the comforts of one’s home. Foundry workers wear augmented reality LAEMP ear lenses that transmit real-time video of their visual field to remote technicians that are guiding them through maintenance, training, or fine-tuning tasks. Established communication is two-way. Remote technicians have the possibility to share visual information with foundry workers in real-time. For example, they can share machine schematics or point an arrow to the bolt that needs tightening by superimposing images into the workers’ line of sight.9
Another possible use of virtual and augmented realities is the training of new workers. One example of this approach in the foundry industry is the development of a virtual die casting machine simulator. The simulator uses a 3D gaming engine to create a virtual environment where new operators can be trained with realistic interaction. The training is connected to numerical simulation software so that the trainee can visualise how his or her actions influence the final process and properties of produced castings.10 With AR, employees gain experience and skills much faster.
Rapid prototyping
Additive manufacturing technologies are already part of the everyday production process of many foundries. First to use additive manufacturing techniques were the investment foundries. First stereo-lithography and later fused deposition modelling techniques were utilised to produce patterns for prototype or low volume productions.11 More recently, some investment foundries started using additive manufacturing techniques for producing highly complex ceramic cores used for the production of parts for the aerospace sector.12 Selective laser sintering was found as a useful technique for the production of complex tool inserts and cores for high pressure die casting tools. Additive manufacturing enables the use of conformal cooling channels that offer significant advantages over geometries that are possible to produce by classical machining techniques.13
If this technology can be made cost-effective, one can imagine that this technology could revolutionise high pressure die casting industry. Tool inserts could be made in-house and enable shorter production runs. Benefits of high pressure die casting could be utilised for parts that are not produced in extremely high volumes. One could envision vertical integration where tool geometry is automatically transferred from the simulation software to the 3D printer. After production, tool inserts would be mounted onto standardised dies and put into casting production. This vision is not achievable in the near future and requires the development of a wide range of different technologies, but gives insights into exciting new possibilities of Foundry 4.0 concepts.
Figure3: Cloud computing layers
In sand foundries, small elements of patterns and tooling are already cost-effectively produced from thermoplastic materials by fused deposition modelling techniques. However, this technology does not offer significant advantages over classical approaches in pattern making and gating and risering designs. Meanwhile, the development of sand 3D printing has revolutionised the field of producing complex castings in low volumes. At first, the main benefit of this technology was shortening the lead times since moulds were able to be directly printed from the CAD model, without the need for the development and production of complex tooling. The additional benefit was the exclusion of tooling costs.
For complex geometries and small production volumes, tooling costs were substantially higher than the operational costs of expensive sand 3D printers. Over time, another important benefit was observed. Parts produced via this route could be made with undercuts and without drafts. This benefit then enabled increased design complexity and the development of nonstandard gating and risering geometries.13 For the time being, investment in a 3D sand printer for most foundries is still cost-prohibitive. Another option available for patternless mould production is robotic mould milling out of blocks of chemically bonded sand or gypsum.14
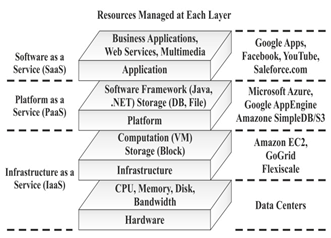
The cloud
The concept of Foundry 4.0 requires the storage and analysis of a huge amount of data. The system needs to track each product and every machine parameter in real-time. That data needs to be stored for future analysis and use of big data and data analytics. Furthermore, to completely achieve Industry 4.0 goals, some data need to be horizontally integrated with suppliers and buyers. Therefore, for reasons of convenience and cost, implementation strategies will undoubtedly need to utilise cloud-based computing and data storage. Cloud Foundry is available as a stand-alone software package (Figure3), Software-as-a-Service,
Platform-as-a-Service, Security-as-a-Service, Infrastructure-as-a-Service, and cloud-based analytics are considered to be the top cloud growth areas for 2022. However, these areas differ by company size and industry.
Cyber security
It’s no surprise that Industry 4.0 boosts increased connectivity and the use of standard communications protocols. As a result, the need to protect critical industrial systems and manufacturing lines from cyber security threats rises dramatically. For this reason, secure, reliable communications, together with asset and vulnerability management for machines and identity verification of users, are essential. Numerous organisations still rely on production systems and management, and that is disconnected or closed. With the use of standard communications protocols and increased connectivity with Industry 4.0, the need to protect manufacturing lines and critical industrial systems from cyber security threats increases drastically. As a result, reliable and secure communications and access management of machines and users are a must. During the past year, various industrial equipment vendors have joined forces with cyber security companies through partnerships or acquisitions.
The future
Industry 5.0 will make the factory a place where creative people can come and work, to create a more personalised and human experience for workers and their customers. By connecting how machine and man work together, estimates say that Industry 5.0 will mean that over 60 percent of manufacturing, logistics and supply chains, agro-farming, foundry and the mining and oil and gas sectors will employ chief robotics officers by 2025. The term Industry 5.0 refers to people working alongside robots and smart machines. It is about robots helping humans work better and faster by leveraging advanced technologies like the Internet of Things and big data. It adds a personal human touch to the Industry 4.0 pillars of automation and efficiency. Therefore, it can be said that Industry 4.0 is more than just technology. It is about making fundamental changes in how manufacturing is done. There are new manufacturing industries and new manufacturing processes to go along with all the latest technology. It is about doing new things, creating new products and providing capabilities that didn’t exist anywhere just a few years ago.
Conclusion
Digitalisation is vital for the future of metal casters – and for nearly all manufacturers. Simply buying better machinery is no longer likely to deliver very large performance gains. Any foundry operation is a complex one, and traditional manual monitoring, control and optimisation methods are delivering smaller and smaller gains. Digitalisation now offers the most effective way – often the only way – to find the substantial advances we are looking to achieve, whether that involves radically lower scrap rates or higher productivity, or better sustainability and equipment utilisation. The enabling technologies are already present and implemented in industrial environments. The foundry industry needs to react now and start to invest in the future. Investment should not be made only in machinery and electronics, but more importantly into the workforce that can follow current industry trends, and in the development of partners in the supply chain that are capable of horizontal integration.
Notes
- OSI Fayomil, O Agboola, SO Oyedepo, B Ngene, NE Udoye (2021). A review of energy consumption in foundry industry, IOP Conf. Series: Earth and Environmental Science 665, 012024
- Ashok Sharma, Marisa D Sabatino. An overview of Industry 4.0 and its application in high pressure die-casting process (HPDC), Indian Foundry Journal, vol.68, issue 6, p. 23-30
- S Vaidya, P Ambad, and S Bhosle (2018). Industry 4.0 – A Glimpse, Procedia Manuf., vol.20, p.233-8.
- L Tarjan, I Šenk, R Kovač, S Horvat, G Ostojić, S Stankovski (2011). Automatic identification based on 2D barcodes, Proc., XV International Scientific Conference on Industrial Systems (IS’11)
- S Stankovski, G Ostojić, X Zhang, March (2016). Influence of Industrial Internet of Things on Mechatronics, Journal of Mechatronics, Automation and Identification Technology, vol.1, No.1, p.1-6
- J Lee, S Noh, H-J Kim and Y-S Kang, May (2018). Implementation of Cyber-Physical Production Systems for Quality Prediction and Operation Control in Metal Casting, Sensors, vol.18, No.5, p.1428
- EA Lee and SA Seshia (2017). Introduction to Embedded Systems – A Cyber-Physical Systems Approach, 2nd ed. MIT Press
- C Heisser, January (2016). Autonomous Optimization: A New Approach to Increased Efficiencies, Foundry Management and Technology
- Laempe Reich, Laempe ar, (2020). https://www.Laempereich.com/laempe-ar. (Accessed: 07-12-2020)
- J Moreland, J Estrada, E Mosquera, K Toth, AK Silaen, and CQ Zhou (2020). Integrating Fluid Simulation with Virtual Die Casting Machine for Industry 4.0 and Operator Training, p.1026-31.
- P Jain and AM Kuthe (2013). Feasibility Study of Manufacturing Using Rapid Prototyping: FDM Approach, Procedia Eng., vol.63, p.4-11
- JW Halloran, (July 2016), Ceramic Stereo lithography: Additive Manufacturing for Ceramics by Photo polymerization, Annu. Rev. Mater. Res., vol.46, No.1, p.19-40
- K Woods and S Ravi, (May 2015). Design Considerations for 3-D-Printed Cores and Molds, Modern Casting2, p. 24-9
- S Wetzel, (October 2019), Automating Metal casting Operations, Modern Casting, p.24-7
The author can be contacted at ashok. mnit12@gmail.com
This article has been reprinted with the kind permission of the publishers of the Indian Foundry Journal, vol.69, issue 5, May 2023
© Copyright 2023, All rights reserved. Design by Andreal